 ū╔įā¤ßŠĆŻ║
ū╔įā¤ßŠĆŻ║ 24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397
24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397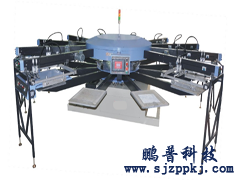





∙iŲš┐Ų╝╝į┌┤uÖC┐═æ¶└’ėą║▄ČÓūįäė╗»ŽĄĮyĖ─įņŻ¼┤╦└²╩ŪPLCį┌Čń┤uÖC╔ŽĄ─ūį┐žĖ─įņĪŻ┐═涼Fł÷ėą╔·«a╗ę╔░┤uĄ─┴„╦«ŠĆŻ¼Ą½į┌│╔ŲĘ│÷üĒ║¾═Ļ╚½┐┐╚╦╣żīŹ¼F╚Ī┤uŻ¼░┤ššīė┼cīėų«ķgÖMžQĮ╗▓µö[Ę┼Ż¼Ą─┤_║▄┘M╚╦╣żŻ¼ä┌äė┴┐ę▓║▄┤¾ĪŻŠ═▀@ĘNŪķør┐═涎ļīŹ¼Fę╗éĆūįäėÖCąĄ╩ųŻ¼Å─ūź┤uĄĮĘ┼┤uŻ¼īŹ¼Fā╔┬õīėöĄ┐╔š{Ą─ūįäėö[Ę┼ĪŻ
╩ūŽ╚ė▓╝■╔Ž┐═æ¶▓╔ė├┬ĘŠĆ×ķā╔▌SŻ¼ę“×ķŠ½Č╚š`▓Ņį╩įSŻ¼┐═æ¶▀xė├ā╔éĆå╬ĒŚļŖÖC┐žųŲŪ░▀MĪó║¾═╦Īó╔Ž╔²┼cŽ┬ĮĄĄ─äėū„ĪŻŖAŠo▓┐ĘųĘų╚²ĮMŻ¼ę╗┤¾ĮMŻ©┐╔ŖA╚Ī8ēKŻ®Ż¼ā╔ąĪĮMŻ©ŖA╚Ī4ēKŻ®│╔“ŲĘ”ūųą═ÖCąĄųŲįņĪŻŖA╚ĪīŹ╩®ē║┴”┐┐ÜŌĖūĪŻų┴ė┌Į╗▓µÖMžQ░▌įL┐┐ŖAŠoą²▐DŻ¼ę▓╩ŪÜŌĖūäėū„īŹ¼FĪŻŽ▐╬╗ėą╬╗ČÓ╠Äų├Öz£yŽ▐╬╗ĪóÜŌĖūķ_ĄĮ╬╗ĪóĘ┼┴ŽÖz£y╬╗ĪóįŁ╩╝▀M┴ŽÖz£y╬╗Ą╚ĪŻČ°ŖA╚ĪĄ─┴”┴┐ÜŌäėīŹ¼Fį┌┐═æ¶įć“×ųąę▓Ą├ĄĮ æ¬ė├ĪŻį┌ļŖÜŌ┐žųŲųąŻ¼PLC│╠ą“ųą╬ęéā░čÜŌĖūŖAŠoĘų×ķā╔┤¾▓╗═¼▌ö│÷Ż¼į┌ŲµöĄīė▓╗ą²▐DīŹ¼F╗ę╔░┤uĄ─ÖMŽ“ö[Ę┼Ż¼ÜŌĖū╦╔ķ_ät╩Ū┤¾Ę∙Č╚╦╔ķ_Š═┐╔ų▒Įė░┤┴„│╠ĘĄ╗žįŁ╩╝³cį┘╚Ī┴ŽĪŻČ°┼╝öĄīėę“×ķę¬īŹ¼F┐vŽ“ö[Ę┼Ż¼Č°Ūę▓╗Ģ■═ŲĘŁ┴Ē═Ōę╗┬õ┤uīėĪŻ╦∙ęįį┌Ž┬╝▄Ę┼┴ŽĄ─Ģr┐╠Ż¼▒žĒÜą²▐D180Č╚ĪŻ╚²ĮMŖAŠo▓┐Ęųę▓╩Ūą²▐DĄĮ╬╗║¾į┌▀MąąĘ┼┴ŽŻ¼Č°┤╦Ģrät╩Ū╦╔ķ_ąĪĘ∙Č╚ÜŌĖūŻ¼Ą╚╔Ž╔²ĄĮ╬╗į┌ą²▐DÅ═╬╗▓ó╦╔ķ_┤¾Ę∙Č╚ÜŌĖūŻ¼į┘▀MąąįŁ╬╗╚Ī┴ŽĪŻČ°š¹éĆŽĄĮyŽ┬╩Ūö[Ę┼ā╔┬õ┤uīėŻ¼īėöĄ┐╔ėą╚╦ÖCĮń├µš{╣ØĪŻīėöĄ░┤šš▓┘ū„š▀įOČ©ĘųŲµ┼╝īė┐vÖMĮ╗Õeö[Ę┼ĪŻ
į┌Ēō├µųą╬ęéāėą├┐éĆÜŌĖūĮMĄ─╩ųäėš{įćŻ¼╝░ŖAŠo╦═┴ŽĄ─Ū░▀M║¾═╦Ż¼╔Ž╔²Ž┬ĮĄĄ─╩ųäė▓┘ū„Ż¼ą²▐D╩ųäė▓┘ū„Ż¼╬╗ų├╣╠Č©ÜŌĖū▓┘ū„Ą╚╩ųäėįOų├Ż¼ĘĮ▒Ń┐═æ¶┼RĢräėū„ąĶŪ¾ĪŻ▓┘ū„┼_ėą╝▒═Ż║═Ģ║═ŻŻ¼ūįäėŚl╝■Ž┬Ż¼▓┘ū„š▀į┌ģóöĄš{įć║├║¾Ż¼ų╗ąĶ▓┘ū„─_Ž┬Ą─åóäė╠ż░Õ║═Ģ║═ŻŠ═┐╔ĘĮ▒ŃīŹ¼F╣żū„ę¬Ū¾ĪŻ
PLCĄ─▀xą═ę▓╩ŪĖ∙ō■┐═æ¶ÖCą═Ą─ÜŌĖūĘųĮM▀xė├║Ž▀mĄ─³cöĄŻ¼ÖCą═▀xė├ė└║ĻĮøØ·ą═PLCŻ¼╝╚▀_ĄĮÜŌäėĄ─ŖAŠo┴”┴┐ėų×ķ┐═æ¶╣Ø╩Ī ļŖÜŌķ_ų¦ĪŻ╚╦ÖCĮń├µ▀xė├7┤ńė|├■Ż¼«ŗ├µā╚╚▌ęū└ĒĮŌęū▓┘ū„ĪŻ▓┘ū„┼_ę▓įOėą║Į┐š▓ÕŅ^Ż¼ūī┐═æ¶į┌┬Č╠ņŁhŠ│Ž┬┐╔ĘĮ▒ŃęŲäėįOéõĪŻ
ųĄĄ├ūóęŌĄ─Š═╩ŪĮėĮ³ķ_ĻPĄ─╣╠Č©║═▀xą═Ż¼ÜŌ╣▄Ą─┼┼ŠĆ║═ą┼╠¢ŠĆļŖÜŌŠĆĄ─┼┼ŠĆŻ¼į┌ÖCąĄš±äėģ¢║”Ą─ė░ĒæŽ┬Ż¼Öz£yį¬╝■Ą─Šo╣╠ąį▀Ćėąą┼╠¢Ą─£╩┤_ąį│╔┴╦ūįäė┴„│╠ųąųĄĄ├ūóęŌĄ─ĻPµI╝Ü╣ØĪŻ
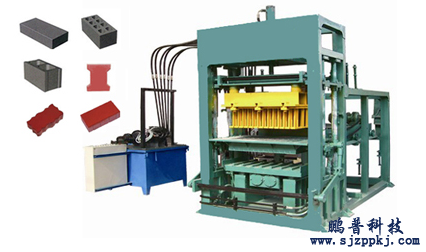
═©▀^┐═æ¶ī”ė▓╝■╔ŽĄ─šJų¬ęį╝░╬ęéāļŖÜŌ▄ø╝■╔ŽĄ─┼õ║Ž┐žųŲĪŻ╚ńĮ±Ą─╗ę╔░┤uö[Ę┼┴„│╠┤¾┤¾╩Ī╚ź┴╦╚╦╣żŻ¼▓ó╠ßĖ▀┴╦╔·«aą¦ęµĪŻŻ©∙iŲš┐Ų╝╝ 2016─Ļ3į┬╝╝ąg▓┐ą¹ 18931993397Ż®
 ╩█Ū░ū╔įā
╩█Ū░ū╔įā ╣ż│╠ū╔įā
╣ż│╠ū╔įā ╝╝ągų¦│ų
╝╝ągų¦│ų